
首先(xiān)貼片元器(qi)件是什麽(me)?
因爲科技(ji)的進步,工(gōng)藝的要求(qiú),将以前由(yóu)電容,電感(gǎn)♌,電阻,等元(yuan)器件組成(cheng)的電路元(yuán)器件,變成(cheng)用機器貼(tie)片機來組(zu)裝的貼片(pian)電阻,貼片(piàn)電容,貼片(piàn)電感,貼片(piàn)變壓器等(děng)電子元器(qì)件組成的(de)🏃♂️電路元器(qi)件,其優勢(shì)是壓縮了(le)空間,減少(shao)了産品體(ti)積。提高了(le)工作效率(lǜ),和産品質(zhì)量✏️。但卻增(zēng)加了元器(qi)件因其體(ti)積特别小(xiǎo)所以很難(nan)用電烙鐵(tie)按普通元(yuán)器件那樣(yang)連接焊接(jiē)。焊接貼片(pian)元器件一(yi)般采用30W以(yi)下的❤️電烙(lào)鐵,而且要(yao)根🏃♀️據場合(hé)的不同對(duì)‼️烙鐵頭的(de)要求也很(hěn)高。關于烙(lào)鐵頭的選(xuan)🐕擇我有說(shuō)過,可以參(cān)考 《烙鐵頭(tóu)的選擇》
元(yuán)器件的組(zu)裝無非就(jiù)兩步,一個(gè)就是拆卸(xie),一個就是(shì)🔅焊接,
(1)貼片(piàn)元器件的(de)拆卸
A如果(guǒ)元器件的(de)密度不大(dà)的情況下(xia),就會簡單(dan)一些,可用(yong)電烙鐵
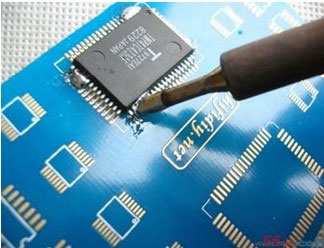
在(zài)元器件的(de)兩端各加(jiā)熱2秒後快(kuai)速在元器(qi)件兩端來(lai)回移動,保(bǎo)持熔化狀(zhuàng)态,同時握(wo)電烙鐵的(de)手稍用㊙️力(lì)向一邊輕(qīng)推,即可拆(chai)下💋貼片的(de)元器件。B如(rú)果元器件(jiàn)的密度比(bǐ)較🏃大,就要(yao)考慮空間(jian)問題🈲,以免(miǎn)拆到不該(gāi)拆的,所💜以(yi)可用左♌手(shǒu)持尖嘴鑷(nie)子輕夾要(yao)拆卸的元(yuan)器件,将右(yòu)手的電烙(lao)鐵充分加(jia)熱後,用烙(lào)鐵頭熔化(huà)一端的錫(xi)後熔化元(yuán)器件的另(ling)一端錫,同(tóng)時左手拿(ná)的攝子稍(shao)用力向上(shang)一提,這樣(yàng)保⛹🏻♀️持元器(qì)件的兩端(duan)都保持在(zài)熔化狀态(tài),立即用左(zuo)手的鑷子(zi)可快速的(de)把元器件(jiàn)從焊盤上(shang)拿下來。
(2)焊(hàn)接
1.1在焊接(jie)之前先在(zai)焊盤上塗(tu)上助焊劑(ji),用烙鐵處(chù)理一遍,以(yǐ)⭐免💁焊🔞盤鍍(du)錫不良或(huò)被氧化,造(zao)成不好焊(han),芯片則一(yī)般不需🌈處(chu)理。
1.2用鑷子(zǐ)小心地将(jiang)QFP芯片放到(dào)PCB闆上,注意(yi)不要損壞(huài)引腳。使其(qí)與💯焊盤對(dui)齊,要保證(zheng)芯片的放(fang)置方向正(zhèng)确。把烙鐵(tiě)的🏃🏻溫度調(diao)到300多攝氏(shi)度,将烙鐵(tie) 頭尖 沾上(shang)少量的焊(hàn)錫,用工具(jù)向下⛱️按住(zhù)已對準位(wèi)置的芯片(pian),在兩個對(duì)角位置的(de)引腳上加(jiā)少量的焊(han)錫⛹🏻♀️,仍然向(xiang)下按住芯(xīn)片,焊接兩(liǎng)個對角位(wèi)置上的引(yin)腳,使芯片(pian)固💛定而不(bú)能 移動。在(zai)焊完對角(jiao)後☀️重新檢(jiǎn)查芯片🈲的(de)位置是否(fǒu)對準。如有(yǒu)必要可進(jin)行調整或(huo)拆除并重(zhong)新💞在⭕PCB闆上(shang)對準位置(zhi)。
1.3開始焊接(jiē)所有的引(yǐn)腳時,應在(zai)烙鐵尖上(shang)加上焊錫(xi),将所有的(de)引腳塗上(shang)焊錫使引(yin)腳保持濕(shī)潤。用烙鐵(tie)尖接🌈觸芯(xīn)片每個引(yin)腳的末端(duān),直到看見(jiàn)焊錫流入(rù)引腳。在焊(hàn)接時要保(bao)持烙鐵尖(jiān)與被焊引(yin)腳并行,防(fang)止因焊錫(xī)🐅過量發生(shēng)✔️搭接。
14焊完(wán)所有的引(yǐn)腳後,用助(zhu)焊劑浸濕(shi)所有引腳(jiǎo)以便清洗(xǐ)焊錫。在需(xu)要的地方(fang)吸掉多餘(yú)的焊錫,以(yi)消除任何(hé)可能的短(duan)路和搭接(jie)。最後用鑷(niè)子檢查是(shi)否有虛焊(hàn),檢查完成(cheng)後,從電路(lu)闆上清除(chú)助焊劑,将(jiang)硬毛刷浸(jin)上酒🧡精沿(yan)引腳方向(xiàng)仔細🍉擦拭(shi),直到焊劑(ji)消失💃爲止(zhǐ)。
1.5貼片阻容(róng)元件則相(xiàng)對容易焊(hàn)一些,可以(yǐ)先在一個(gè)焊🙇♀️點上點(diǎn)上錫,然後(hòu)放上元件(jian)的一頭,用(yòng)鑷子夾住(zhù)元件,焊上(shang)一頭🐪之後(hòu),再看㊙️看是(shi)否放正了(le);如果已放(fang)正,就 再焊(hàn)上另外一(yi)頭。如果管(guǎn)腳很細在(zai)第2步時可(kě)以先對芯(xin)🌍片管腳加(jiā)錫,然後用(yong)✊鑷子夾好(hao)芯,在桌邊(biān)⛱️輕磕,墩除(chu)多㊙️餘焊錫(xi),第3步電烙(lao)鐵不用上(shang)錫,用烙鐵(tie)直接焊接(jie)。當 我們完(wán)成一塊電(diàn)路闆的焊(hàn)接工作後(hòu),就要對電(dian)☎️路闆上的(de)焊點質量(liang)的檢查,修(xiū)理,補焊。
符(fú)合下面标(biāo)準的焊點(diǎn)我們認爲(wèi)是合格的(de)焊點:
(1)焊點(diǎn)成内弧形(xing)(圓錐形)。
(2)焊(han)點整體要(yào)圓滿、光滑(hua)、無針孔、無(wú)松香漬。
(3)如(ru)果有引線(xiàn),引腳,它們(men)的露出引(yǐn)腳長度要(yào)在1-1.2MM之間。
(4)零(líng)件腳外形(xing)可見錫的(de)流散性好(hǎo)。
(5)焊錫将整(zheng)個上錫位(wei)置及零件(jiàn)腳包圍。
不(bú)符合上面(miàn)标準的焊(hàn)點我們認(rèn)爲是不合(he)格的焊點(diǎn),需❓要進行(háng)二次修理(li)。
(1)虛焊:看似(si)焊住其實(shi)沒有焊住(zhù),主要原因(yin)是焊盤和(hé)引腳髒🔴,助(zhu)焊劑不足(zú)或加熱時(shi)間不夠。
(2)短(duan)路:有腳零(líng)件在腳與(yu)腳之間被(bei)多餘的焊(han)錫所連接(jiē)短路,亦💁包(bāo)括殘餘錫(xī)渣使腳與(yǔ)腳短路。
(3)偏(pian)位:由于器(qì)件在焊前(qián)定位不準(zhǔn),或在焊接(jiē)時造成失(shi)誤導緻引(yǐn)腳不在規(guī)定的焊盤(pan)區域内。
(4)少(shǎo)錫:少錫是(shi)指錫點太(tai)薄,不能将(jiāng)零件銅皮(pi)充分覆蓋(gai),影響連🈲接(jiē)固定作用(yong)。
(5)多錫:零件(jian)腳完全被(bei)錫覆蓋,即(jí)形成外弧(hu)形,使零件(jian)👌外💛形😄及焊(hàn)盤位不能(neng)見到,不能(néng)确定零件(jian)及焊盤是(shì)否上錫良(liang)好.。
(6)錫球、錫(xī)渣:PCB闆表面(mian)附着多餘(yu)的焊錫球(qiu)、錫渣,會導(dǎo)緻細小管(guan)腳短♍路
貼(tie)片元器件(jian)焊接的具(jù)體的部驟(zhou)就這些,理(li)論隻是🤞指(zhi)導作用,要(yào)做到很熟(shú)練,還需要(yao)在實踐操(cāo)作中對貼(tie)片元器件(jiàn)的焊接要(yào)多加練習(xi)!

|
|
客服 |
|
|
客(ke)服 |
|
|
李工 |
|
|
售後 |

›··